Vforge, Inc., research arm of the CDA-led Copper-Based Casting Technology (C-BCT) Program, has made several technological improvements to the copper rotor die casting system at its Lakewood, Colorado, facility, according to Dr. John G. Cowie, program manager. Two series of rotors from each of two rotor manufacturers (Reliance Electric and Ramco Rotors), produced after installation of the upgrades, are currently under evaluation. Initial testing suggests that the changes led to marked improvements in quality and conductivity.
Improved Protection Raises Conductivity
Melting equipment currently used by Vforge consists of a 60-kW induction power supply driving a single station push-up furnace with 35-lb melting capacity. The furnace, which melts a charge of chopped C10100 copper rod in nine minutes, provides sufficient hot metal for a single shot (Figures 1 and 2). Target pouring temperature is 1,350°C (2,462°F).
The intent of the shot-by-shot melting system was to limit exposure of molten oxygen-free copper to the atmosphere and thus preserve its purity. This is important because the high conductivity of oxygen-free C10100 copper, 101% IACS min., depends on its low level of dissolved impurities, including oxygen, as shown in Figure 3.
The melting system worked well enough when using only nitrogen as a cover gas; however, oxygen content of the charge rose from 60 ppm to 675 ppm, and conductivity fell to 95% IACS. Microstructural examination revealed a characteristic copper-copper oxide eutectic (Figure 4).
Vforge engineers have improved the system's effectiveness dramatically by shielding the melt with a mixture of 95% nitrogen/5% hydrogen. With the added protection provided by the nitrogen/hydrogen shielding gas, dissolved oxygen content appears to have remained at acceptable levels, since the microstructure shows no evidence of oxide eutectic (Figures 5a and 5b). Conductivity of the as-cast copper is between 100% and 101% IACS - nearly identical to that of the original melt stock and truly an astounding improvement, Cowie says.
Low Porosity
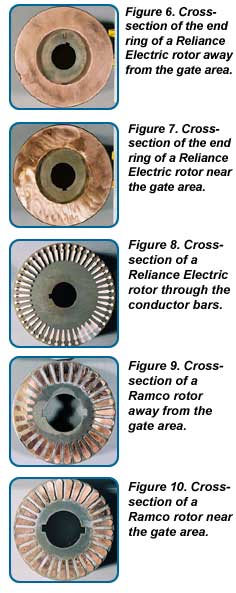
Optimization of the casting parameters is described in the August 2004 issue of Motor Rotor Update. It was found that by controlling the injection rate and precisely timing the flow of metal into the various mold components, it is possible to produce high-quality rotors with very low levels of porosity. In the current test, for example, the weight difference between the heaviest and lightest Reliance Electric rotors (which nominally weigh 11.9 lb) was a mere one percent. Examination of the as-cast rotors confirmed their soundness (Figures 6-10).
Low-Efficiency Puzzle Solved
Much of the R & D conducted under the CDA-led Die-Cast Motor Rotor Program naturally focuses on copper. Research has shown that when the die casting is sound and low in porosity, substituting copper for aluminum usually leads to an increase in efficiency, even if no design changes are made to capitalize on the red metal's physical properties.
This is usually the case, but not always - and not in all motors under all operating conditions. Why?
This puzzle surfaced during testing of hermetically sealed motors, in which copper not only didn't improve performance, it seemed to cause a decrease in efficiency. To understand why that happened, we had to look at the factors that reduce efficiency. Those factors, called losses, they take several forms:
Power losses, also called I²R losses, are the largest single cause of low motor efficiency, comprising about one-half of all losses in an induction motor. About 60% of power losses occur in the stator, where, fortunately, they can be reduced by increasing the volume of copper windings. I²R losses in the rotor are reduced by substituting high-conductivity copper for aluminum in the conductor bars and end rings - the basis for the die-cast copper rotor. Using copper here also decreases slip, another component of power losses in the rotor.
Magnetic core losses arise from hysteresis effects, eddy currents and magnetic saturation, all of which take effect in the steel laminations. Magnetic losses can account for up to 20% of total losses, so they aren't insignificant. With optimized design, use of better lamination steel and correct metallurgical processing, these losses can be reduced considerably.
Friction and windage losses and stray load losses are less severe than power and magnetic core losses and are influenced more by motor design than by the choice of conductor material. Copper, therefore, reduces power losses but has little or no effect on magnetic core losses or the smaller friction and windage losses and stray load losses.
The effect of copper is not always apparent when efficiency is already high, as in motors with low power losses, where magnetic core losses have a stronger influence on overall efficiency. Such conditions exist in hermetically sealed motors, which normally operate at nearly 100% load, a point where magnetic core losses are significant.
Research Points to Solution
In the hermetic motors CDA tested, were copper's benefits masked by losses in the rotor steel? Seeking answers, Vforge conducted a metallographic examination of lamination steels in a die-cast rotor.
 Vforge looked at a non-oriented silicon steel, M43 (<0.01C, Si+Al=2.57), the type often used in high-efficiency motors. Motor manufacturers purchase the steel in either the semiprocessed or fully processed condition. Semiprocessed steel is supplied as-cold-rolled. Laminations made from it are always fully annealed after stamping. Fully processed steel is annealed by the mill to a coarse-grained condition at 845°C (1553°F), after which it is generally given a stress-relieving "rotor" anneal, i.e., after stamping and assembly, at 425°C (797°C).
Vforge looked at a non-oriented silicon steel, M43 (<0.01C, Si+Al=2.57), the type often used in high-efficiency motors. Motor manufacturers purchase the steel in either the semiprocessed or fully processed condition. Semiprocessed steel is supplied as-cold-rolled. Laminations made from it are always fully annealed after stamping. Fully processed steel is annealed by the mill to a coarse-grained condition at 845°C (1553°F), after which it is generally given a stress-relieving "rotor" anneal, i.e., after stamping and assembly, at 425°C (797°C).
Vforge used fully processed steel in its rotors; however, engineers Elliot Brown and Chris Rice discovered that rotor-annealing this steel generated fine, recrystallized grains at stamped slot edges despite the edges' brief exposure to molten copper at 1350°C (2462°F), Figure 11. Unfortunately, slot edges are precisely the location where optimum magnetic properties (i.e., coarse grains) are most needed, and the fine-grained structure observed likely contributed to the motors' lower-than-expected efficiency. Fully annealing the laminations after stamping causes recrystallization and grain growth at the slot edges, Figure 12.
Texture analysis performed by Vforge showed that M43 laminations, full-annealed in the rotor, were better than those given only a low-temperature rotor anneal. For optimum magnetization in M43 steel, it is desirable that crystallographic {hkl} orientations in the laminations exhibit a high-volume fraction of {200} orientations parallel to plane of the lamination. Data in Table 1 show that texture coefficients for {200} orientations in full-annealed and full-rotor-annealed M43 are higher (>2.0) than those given a low-temperature rotor anneal (1.70). In addition, M43 has a tendency to produce a high-volume fraction of less-favorable {222} orientations parallel to the plane of the lamination, but full anneals, whether conducted on the assembled rotor or not, produce lower {222} volume fractions (1.22-1.36) than those in laminations given a low-temperature rotor anneal (1.39).
Safer Material Handling…
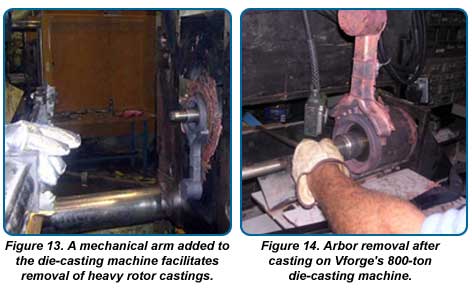
The IDRAPrince die-casting machine Vforge uses for copper-rotor work has an 800-ton clamping capacity and a 1,300-ton shot end, the latter for use during semi-solid casting experiments. Vforge recently made two modifications to the machine. It installed a mechanical arm to assist in part extraction, Figure 13, and fitted a 40-ton trim press to remove the arbor and de-gate the as-cast rotors, Figure 14. Experience had shown that manual extraction of rotors weighing up to 40 lb was not practical. Improved material handling and de-gating in the prototype system now more closely resembles commercial installations.
…And an Improved Die-set
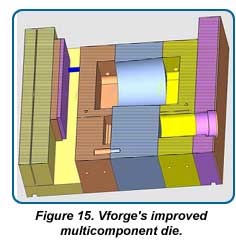 Finally, Vforge engineers designed an improved multi-component die set that enables faster die changes, reduces die heat-up time, lowers die cost and increases rotor size flexibility. In addition, it allows for electric and oil heating (Figure 15).
Finally, Vforge engineers designed an improved multi-component die set that enables faster die changes, reduces die heat-up time, lowers die cost and increases rotor size flexibility. In addition, it allows for electric and oil heating (Figure 15).
The development of economical, high-efficiency copper motor rotors is clearly on track, thanks to Vforge's diligent work and the continuing support of CDA and its partners. Not surprisingly, commercial interest in copper rotors is growing worldwide as a result, Cowie says.