Similar to aluminum die-casting, copper die casting requires that lubricants be applied to both the die and the shot sleeve prior to every shot. However, unlike aluminum die-casting, water-based lubricants are not recommended for copper die-casting. Water-based lubricants would not only cool the pre-heated dies, but would also exacerbate heat checking. Therefore, powdered lubricants are recommended for the copper rotor die-casting, and specialized applicators can be used when automation is required. The lubricants and applicators are described in detail in the following sections.
11.4.1 Die Lubrication
During testing, a powder lubricant called Powerlube 5003 was used to provide die lubrication. This lubricant was shown to provide excellent release for copper die-casting when applied to dies pre-heated above 600°C. Powerlube 5003 was produced by Chem Trend, a USA-based company with operations on six continents.
However, Chem Trend has now discontinued the manufacture of the 5003 powder lubricant. Table 11.4.1.1 lists a number of alternate powder lubricants manufactured by companies around the world. However, it should be emphasized that none of these powder lubricants have been tested on copper die casting.
| Manufacturer | Type | Make-up | Application Technique |
|---|---|---|---|
| Acheson Colloids | Deltacast Liquid Powder | -- | Achesons own spray tool |
| Chem Trend | Powerlube 5005 | -- | Electrostatic applicator |
| J&S Chemical | DrySpray | White powder | Non-electrostatic spray unit |
| Trennex | P23 | Graphite containing | Electrostatic applicator |
| P28 | Graphite containing | Electrostatic applicator |
 Figure 11.4.1.1: Schematic drawing showing the operation of the Nordson Tribostatic powder spray system
Figure 11.4.1.1: Schematic drawing showing the operation of the Nordson Tribostatic powder spray systemNordson recommends the use of its Tribomatic 500 manual gun or Sure Coat manual gun, which should be compatible with all sizes of cast rotors. If fully automated lubricant application is required, the Nordson unit can be fixtured to a robot, and Nordson should be contacted directly for interfacing their applicator with the casting cell's control system.
An alternate applicator recommended by Trennex is the OptisystemTM, produced by ITW Gema.
11.4.2 Shot Sleeve Lubrication
Experimentation performed during copper rotor casting trials has shown that a Chem Trend powder shot sleeve lubricant (Powerlube 2000) provides excellent release in the shot sleeve. Figure 11.4.2.1 shows a photograph of the Powerlube 2000, which is still being manufactured by Chem Trend.
 Figure 11.4.2.1: Photograph of the Powerlube 2000 powdered shot sleeve lubricant
Figure 11.4.2.1: Photograph of the Powerlube 2000 powdered shot sleeve lubricantAgain, the Powerlube 2000 can be applied to the shot sleeve by hand. However, if automated application is desired, Chem Trend manufactures a specialized system called a Model 1200 applicator specifically for the automated application of powder shot sleeve lubricants. Figure 11.4.2.2 shows an exploded view of the internal components, illustrating the operation of the model 1200 applicator. The powdered lubricant is placed into the hopper. A measured amount of lubricant drops into a cavity in the upper surface of the measuring drum. The unit is powered by a delivery signal from the die-casting machine, the cylinder is activated causing the lever arm to rotate the measuring drum, dumping the lubricant into the feed tube where it is blown into the shot sleeve using compressed air. The measuring drum re-fills when the delivery signal is interrupted, de-activating the cylinder.
The model 1200 applicator should be mounted on the die-casting machine, or to a separate frame close to the machine. Although the applicator can convey the dry plunger lube up to 20 feet, Chem Trend recommends that minimizing the distance from the unit to the pour hole will optimize performance of the unit.
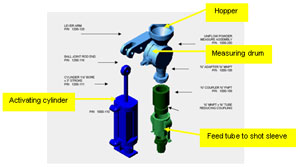 Figure 11.4.2.2: Exploded view of the internal parts of a Chem Trend Model 1200 applicator for sheet sleeve lubricants (covered by U.S. patent no. 5,400,921 and Canadian patent no. 2,119,111)
Figure 11.4.2.2: Exploded view of the internal parts of a Chem Trend Model 1200 applicator for sheet sleeve lubricants (covered by U.S. patent no. 5,400,921 and Canadian patent no. 2,119,111)The applicator can deliver between 0.14 and 5.0 gms of lubricant per cycle. However, the optimum amount of product to apply will depend upon the size of the rotor, the size of the plunger tip and the operating conditions. Chem Trend recommends that a Chem Trend sales representative be consulted for the correct dosage.
Contact information for the various companies is listed in Table 11.4.1.
| Company Name | Contact Person | Location | Phone Number | E-mail Address | Web Site |
|---|---|---|---|---|---|
| Acheson Colloids | -- | Worldwide | +1-800-255-1908 | Mail@nstarch.com | www.achesonindustries.com |
| Chem Trend | Paul Hibner | Worldwide | +1-517-546-4520 | phibner@chemtrend.com | www.chem-trend.com |
| ITW Gema | -- | Europe and North America | +1-800-628-0601 | powdersales@gema.us.com | www.gemapowdercoating.com |
| J&S Chemical | -- | Worldwide | +1770-720-8100 | info@jschemical.com | www.jschemical.com |
| Nordson | Bob Allsop | Worldwide | +1-440-985-4459 | ballsop@nordson.com | www.nordson.com/Businesses/Powder/Products |
| Trennex | -- | Worldwide | +49-7131-1563-0 | info@trennex.de | www.trennex.de |