Examine the tube to ensure there are no dents, deep scratches, dirt, oils, grease or other surface imperfections (Figure 10.1).
 Figure 10.1. Inspect tube for imperfections
Figure 10.1. Inspect tube for imperfectionsMeasure the tube length accurately (Figure 10.2).
 Figure 10.2. Measure accurately
Figure 10.2. Measure accuratelyCut the tube end square, i.e., perpendicular to the run of the tube (Figure 10.3).
 Figure 10.3. Square-cut tube end
Figure 10.3. Square-cut tube endRemove burrs from the I.D. and the O.D. of the tube end by reaming the I.D. and chamfering the O.D using the appropriate tools (Figure 10.4).
 Figure 10.4. Clean and smooth tube end
Figure 10.4. Clean and smooth tube endRoll groove the tubing to the proper dimensions, as required by the fitting manufacturer (Figure 10.5).
 Figure 10.5. Grooved tube end
Figure 10.5. Grooved tube endExamine the fittings, gaskets and clamps to ensure the proper gasket is inserted into the clamp and the fitting end is not damaged (Figure 10.6 and 10.7).
 Figure 10.6. Clamp and gasket assembly
Figure 10.6. Clamp and gasket assembly Figure 10.7. Selection of fitting, gaskets and clamps
Figure 10.7. Selection of fitting, gaskets and clampsLubricate the gasket per manufacturer's recommendations (Figure 10.8).
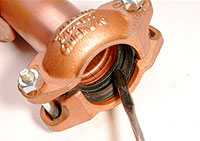 Figure 10.8. Applying lubrication to gasket
Figure 10.8. Applying lubrication to gasketInspect the clamping surfaces to ensure they are clean and free from construction debris (Figure 10.9). Assemble the joint according to the manufacturer's recommendations (Figure 10.10).
 Figure 10.9. Inspect the surface
Figure 10.9. Inspect the surface Figure 10.10. Assembled joint
Figure 10.10. Assembled jointTighten the clamping nuts to the proper torque per manufacturer's recommendations (Figure 10.11).
 Figure 10.11. Tightening the clamp
Figure 10.11. Tightening the clampInspect the tightened clamp to ensure it is properly assembled (Figure 10.12).
 Figure 10.12. Final inspection of completed joint
Figure 10.12. Final inspection of completed joint